
Pickling and Passivation Stainless Steel
Stainless Steel can corrode in service if there is contamination of the surface. Both pickling and passivation are chemical treatments applied to the surface of stainless steel to remove contaminants and assist the formation of a continuous chromium-oxide, passive film. The differences come down to the intensity of the treatments. Pickling uses acids that take off the surface of the metal to treat impurities as a sublevel basis. Passivation uses either nitric acid or citric acid that are not recognized as being as aggressive as the acids used in pickling.
ISTECH is specialized in Chemical Surface Treatment of Stainless Steel by:
- Pickling (descaling) and Passivation
- Chemical passivation
- FOSFA Cleaning
- Corrosion Treatment
- Cleaning
- Degreasing
ISTECH has more than 35 years experience worldwide in Stainless Steel Surface Treatment of:
- Cargo Tanks and Heating Coils
- Cargo Lines and other Piping Systems
- Scrubbers
- Brewery Equipment and Installations
- Fish Processing Lines and Equipment
- Public Art Objects
Removal and / or cleaning of:
- Corrosion / Rust
- Ferrous Contamination / Free Irons
- Light Discoloration
- Hydrocarbons
- Starting Pitting
- Cargo Residue
Repair or restore of:
- Damaged or unstable passive layer back to thick uniform passive chromium oxide layer
- Corrosion resistance
Chemical cleaning with Nitric Acid in compliance with:
- FOSFA Qualifications & Requirements










Chemical Surface Treatment by Pickling and Passivation
Chemical Surface Treatment by Pickling and Passivation will result in a superior clean and passive stainless steel surface condition.
Stainless steels readily create a protective passive surface film when exposed to oxygen containing environments (such as air or moisture). Chromium in the steel reacts with oxygen in the environment to form a chromium oxide protective layer that is chemically inactive. Surface impurities (such as dirt, grease, free iron, oxide scale, etc.) from part manufacturing processes can interfere with the formation of this protective oxide film.
Pickling and passivating are both chemical cleaning methods used to remove impurities from the surface of stainless-steel parts and allow oxygen to interact with the stainless-steel surface more uniformly. The degree of cleanliness required on a surface depends on the application. Some applications such as food-handling, pharmaceutical or high-purity water require surfaces with very high levels of cleanliness to ensure their process streams are not contaminated with impurities that might be present from the part manufacturing process.
ASTM-A967, International Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts, defines passivation as the chemical treatment of a stainless steel with a mild oxidant (such as a nitric acid solution) for the purpose of removing free iron or other foreign matter—but which is generally not effective in removal of heat tint or oxide scale. The amount of material that this process removes from the part surface is in micro- inches, so it is normally done on a part in its final machined geometry. Nitric acid and citric acid-based solutions are the most commonly used chemicals for passivation. Many vendors add their own blend of proprietary chemicals and additives to enhance the effectiveness of these acid-based solutions.
Pickling, often referred to as chemical descaling, is a more aggressive chemical treatment than passivation. This treatment is most often done on parts that are not in their final machined geometry. The process can remove heat tint and other heavy, tightly adhering oxide scales that form during high-temperature operations such as heat treatment or welding. A nitric-hydrofluoric acid blend is the most widely used acid pickling solution. Acid concentration, solution temperature and contact time need to be carefully controlled during this process to ensure parts are not overpickled. Over-pickling can result in damage to the stainless steel that would result in loss of corrosion resistance. Thorough rinsing is also important to ensure all residual chemicals are removed from the surface. According to ASTM A967, after a surface has been pickled, a separate passivation chemical treatment is not necessary to create the protective oxide layer. However, some customers do ask for both to ensure all impurities are removed from the part surface. Post-cleaning operations, such as placing parts in a bath of sodium dichromate, can help to accelerate the formation of the protective passive film on clean stainless-steel surfaces.
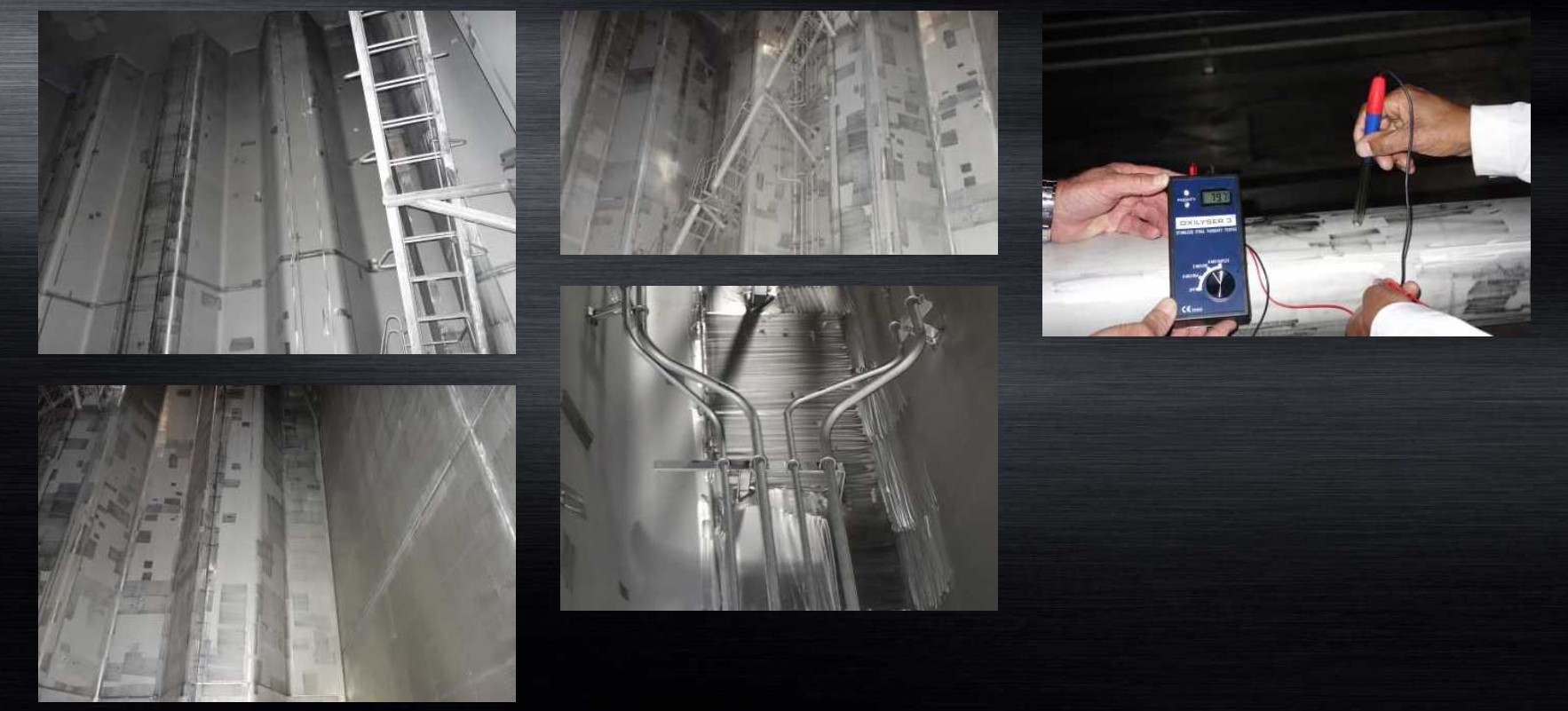
ISTECH Metal Finish BV and ISTECH Stainless Treatment provides the folllowing technical services on site / on board in the best interest of your Stainless Steel Cargo Tanks, Scrubbers, Pipe Systems, Process and Storage Tanks:
- Stainless Steel Surface Condition Inspection
- Interior Piping Inspection (endoscope camera)
- NDT Weld Inspection
- Stainless Steel Passivity
- Surface Roughness Testing
- Stainless Steel Surface Repair by Grinding, Buffing, Polishing and Welding
- Corrosion Treatment / Rust Removal
- Stainless Steel Pickling and Passivation